 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик








เส้นเชื่อม CNC H Beam
WH6012 สายเชื่อมลำแสง CNC H อัจฉริยะเป็นสายการผลิตลำแสง H ประสิทธิภาพสูงรวมกับอุปกรณ์และเครื่องมือต่าง ๆ ซึ่งผลิตโดย JINFENG WELDCUT ซึ่งเป็นผู้ผลิตและจำหน่ายสายเชื่อมลำแสง CNC H อัจฉริยะ WH6012 ของจีนในราคาที่เหมาะสม WH6012 Smart CNC H beam welding lines ให้ความปลอดภัยและประสิทธิภาพสูงสำหรับการผลิต H beam หรือ T beam
ส่งคำถาม
ดาวน์โหลด PDF
รายละเอียดสินค้า
WH6012เส้นเชื่อมซีเอ็นซีเอชบีม
WH6012 สมาร์ทเส้นเชื่อมซีเอ็นซีเอชบีมเป็นสายการผลิตลำแสง H ประสิทธิภาพสูงรวมกับอุปกรณ์และเครื่องมือต่าง ๆ ซึ่งผลิตโดย JINFENG WELDCUT ซึ่งเป็นผู้ผลิตและผู้จัดจำหน่าย WH6012 Smart ระดับมืออาชีพของจีนเส้นเชื่อมซีเอ็นซีเอชบีมด้วยราคาที่จับต้องได้ WH6012 สมาร์ทเส้นเชื่อมซีเอ็นซีเอชบีมให้ความปลอดภัยและประสิทธิภาพสูงสำหรับการผลิตบีม H หรือ T บีม
JINFENG WELDCUT จะรับประกัน 2 ปีสำหรับ WH6012 Smartเส้นเชื่อมซีเอ็นซีเอชบีม. ส่วนประกอบไฟฟ้าหลักของการผลิตเอชบีมได้รับการคัดเลือกจากแบรนด์ที่มีชื่อเสียงระดับโลกซึ่งจะช่วยให้ผู้ใช้สามารถหาชิ้นส่วนในท้องถิ่นได้สะดวกยิ่งขึ้นโดยไม่ต้องเดินทางไกลจากประเทศจีน WH6012 สมาร์ทเส้นเชื่อมซีเอ็นซีเอชบีมเป็นสายการผลิตอัตโนมัติที่ทันสมัยที่สุดเพื่อเพิ่มผลผลิตสำหรับผู้ใช้ปลายทางจากอุตสาหกรรมต่างๆ
ข้อมูลจำเพาะ
|
แบบอย่าง |
WH6012 |
WH6012 |
|
วิธีการควบคุม |
ซีเอ็นซีควบคุม |
ซีเอ็นซีควบคุม |
|
ความสูงของราง H-beam |
220-1200มม |
220-1200มม |
|
ความหนาของเว็บ |
6-40มม |
6-40มม |
|
ความกว้างของหน้าแปลน H-beam |
1400-800มม |
1400-800มม |
|
ความหนาของหน้าแปลน |
6-60 มม. (Q235); 6-40 มม. (Q345) |
6-60 มม. (Q345)
|
|
ความยาวลำแสง H |
5000-15000มม |
|
|
ประเภทการเชื่อม |
การเชื่อมตะปูด้วย CO2/MAG |
|
|
เชื่อมเต็มโดย SAW |
||
|
ตำแหน่งประกอบลำแสง H |
แนวนอน ตะปูเชื่อม 4 รอยเชื่อมในเวลาเดียวกัน |
|
|
ตำแหน่งเชื่อม H-beam |
แนวนอนและเอียงที่ 45° |
|
|
รองรับการรวบรวมข้อมูลสำหรับ MES |
||
รายการอุปกรณ์
|
เลขที่ |
ชื่อ |
จำนวน |
หมายเหตุ |
|
1 |
WHZ6015 H-beam เครื่องประกอบแนวนอน |
1 ชุด |
|
|
2 |
WMH36 เครื่องเชื่อม H-Beam Automatic SAW |
1 ชุด |
4 แขน |
|
WMH36 เครื่องเชื่อม H-Beam Automatic SAW |
2 ชุด |
2 แขน |
|
|
2.1 |
WHJ12 เครื่องเชื่อมตำแหน่ง CNC |
4 ชุด |
|
|
3 |
WJZ6015 เครื่องยืดแนวนอน H-beam |
1 ชุด |
|
|
4 |
WFZ6012 ฟลิปเปอร์เอชบีม |
2 ชุด |
|
|
5 |
WHG6012 โต๊ะลูกกลิ้ง |
6 ชุด |
|
|
6 |
WYG12รถเข็นเคลื่อนที่แบบคาน |
2 ชุด |
|
|
7 |
ระบบจัดการการรวบรวมข้อมูลอัจฉริยะ |
1 ชุด |
|
คุณลักษณะและแอปพลิเคชัน
1.WH6012 สมาร์ทเส้นเชื่อมซีเอ็นซีเอชบีมเป็นสายการผลิตระบบอัตโนมัติระดับสูงเพื่อผลิตคาน I และ H ที่มีการเชื่อมโดยใช้คนงานน้อยลงและเครนน้อยลง
2. มีเพียง 3 คนเท่านั้นที่สามารถทำงานทั้งหมดได้เส้นเชื่อมซีเอ็นซีเอชบีม.
3. สายสามารถรวมเข้ากับระบบ MES ได้อย่างสมบูรณ์และทำการสื่อสารตามเวลาจริงระหว่างคอมพิวเตอร์ส่วนบนและระบบควบคุมให้สมบูรณ์ รวบรวมข้อมูลของอุปกรณ์ให้สมบูรณ์ อัปโหลดข้อมูลที่รวบรวมทั้งหมดไปยังระบบ MES ของโรงงาน (หรือระบบควบคุมส่วนกลางส่วนบน) และรับประกันความตรงเวลาและประสิทธิผลของการส่งข้อมูล
4. การออกแบบและการป้องกันต้องเป็นไปตามข้อกำหนดของมาตรฐานแห่งชาติที่เกี่ยวข้องและการคุ้มครองสิ่งแวดล้อม ความปลอดภัยของอุปกรณ์และอุปกรณ์ป้องกันต้องเป็นไปตามมาตรฐานอุตสาหกรรมที่เกี่ยวข้อง
5.สมาร์ท WH6012 นี้เส้นเชื่อมซีเอ็นซีเอชบีมใช้กันอย่างแพร่หลายในการก่อสร้างเหล็กและโครงสร้างเหล็ก นอกชายฝั่ง บนบก เชื่อมเหล็กเอชบีมสำหรับสร้างอาคาร โรงงาน โรงงาน หรือสะพาน เป็นต้น
6. การออกแบบที่ยืดหยุ่นของอุปกรณ์เชื่อมช่วยให้สามารถรองรับแหล่งพลังงานเชื่อมได้ทุกยี่ห้อ
6. มีใบรับรอง CE, ECA
7. สายนี้ผลิตตั้งแต่คานงานเบาไปจนถึงคานงานหนักมากที่มีความหนามากโดยไม่ต้องเปลี่ยนเครื่องมือหรืออุปกรณ์ใดๆ
8. ตั้งแต่การประกอบไปจนถึงการยืดให้ตรง การประมวลผลทั้งหมดไม่จำเป็นต้องใช้เครนใด ๆ ซึ่งช่วยลดความเสี่ยงในการใช้เครนได้อย่างมาก


มุมมองโครงสร้าง
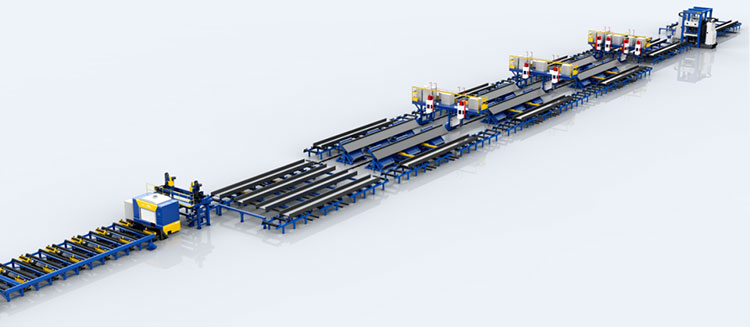
รายการโมดูลอุปกรณ์ที่ใช้ใน WH6012 Smartเส้นเชื่อมซีเอ็นซีเอชบีม
พื้นที่ประกอบ 1 ประกอบด้วย:
โต๊ะลูกกลิ้งป้อนกระดาษ 1 ชุดพร้อมตัวปรับหน้าแปลนและตัวยกรางเพื่อให้พอดีกับหน้าแปลน 2 หน้าและใย 1 แผ่นในตำแหน่งรูปตัว H และหนีบไว้ในรูปตัว H
เครื่องประกอบลำแสง H แนวนอนหนึ่งเครื่อง - สำหรับการเชื่อมจุด CO2/MAG กับรางประกอบและหน้าแปลนเป็นรูปตัว H

แผ่นหน้าแปลนสองแผ่นและแผ่นใยหนึ่งแผ่นที่จะประกอบและขึ้นรูปจะถูกยกขึ้นโดยเครนบนโต๊ะลูกกลิ้งป้อนกระดาษ
จากนั้นตามโปรแกรมอัตโนมัติ อุปกรณ์จะยกแผ่นราง พลิกแผ่นหน้าแปลนทั้งสองขึ้น และยึดแผ่นรางให้เป็นรูปตัว H ในขั้นต้น จากนั้นจึงเคลื่อนย้ายไปยังเครื่องหลักพร้อมกัน จากนั้นจึงติดตั้งอุปกรณ์บนเครื่องเพื่อจัดแนวปลายรางและหน้าแปลน อุปกรณ์กดราง อุปกรณ์หนีบเอชบีม ระบบควบคุมอัตโนมัติ หัวเชื่อมสี่ชุดและส่วนประกอบอื่น ๆ ทำงานร่วมกันเพื่อประกอบชิ้นส่วนเอชบีมให้เสร็จอย่างรวดเร็วด้วยการเชื่อมแบบจุด

อุปกรณ์ช่วยยกเว็บและพลิกหน้าแปลนขึ้น
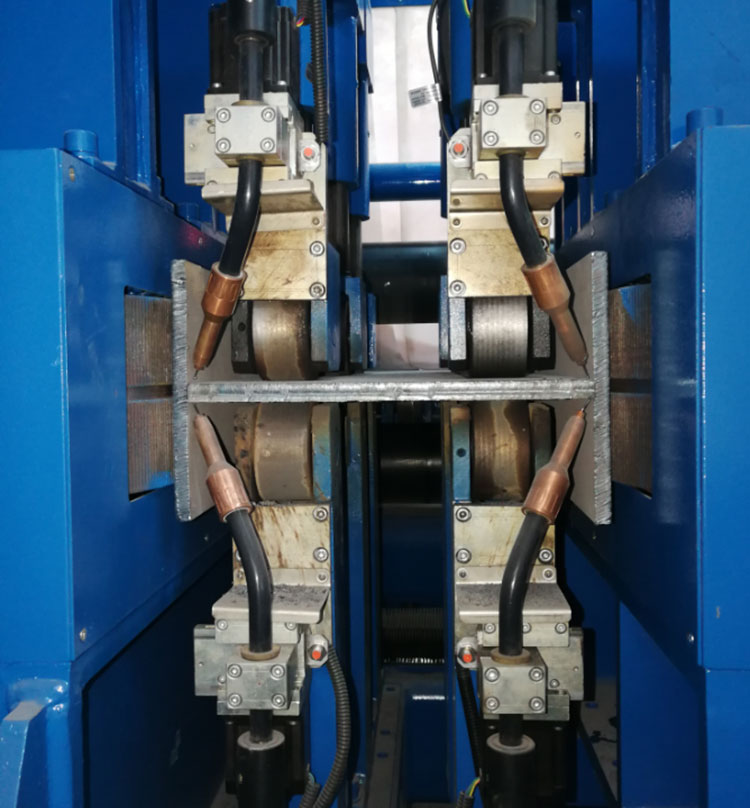
เชื่อมเฉพาะจุด 4 ตะเข็บพร้อมกัน
มีเพียงหนึ่งคนเท่านั้นที่จะต้องป้อนหรือเรียกข้อมูลจำเพาะและพารามิเตอร์ของ H-beam บนระบบควบคุมอัตโนมัติ และกดปุ่มเริ่มต้นเพื่อสตาร์ทเครื่อง หลังจากโหลดแผ่นหน้าแปลนและแผ่นใยเสร็จแล้ว ดังนั้นจึงมีการใช้เครนน้อยลงและมีความปลอดภัยสูง
ภายใต้การทำงานของเครื่องจักรในสภาวะปกติ หลังจากที่วัสดุถูกยกขึ้นบนโต๊ะลูกกลิ้งป้อนกระดาษแล้ว ไม่จำเป็นต้องมีการแทรกแซงด้วยตนเองในช่วงกลางของการประกอบ (เช่น การวางตำแหน่งด้วยตนเอง การปรับระดับเสริมของเครนเคลื่อนที่ การแก้ไขการน็อค การยก การคว่ำ การพับ ฯลฯ) ดังนั้นระดับของระบบอัตโนมัติจึงสูงมาก
เนื่องจากแต่ละตำแหน่งคีย์ของลำแสง H ถูกควบคุมโดยเซอร์โวมอเตอร์และตรวจจับโดยเซ็นเซอร์ จึงหลีกเลี่ยงความเบี่ยงเบนของความแม่นยำที่เกิดจากความลำบากใจของมนุษย์
ในเวลาเดียวกัน เครื่องจะควบคุมจุดเชื่อมทั้งหมดของรอยเชื่อมทั้งสี่โดยอัตโนมัติ และความสม่ำเสมอของขนาดและระยะห่างของจุดเชื่อมจะดีกว่าการเชื่อมแบบจุดด้วยมือ

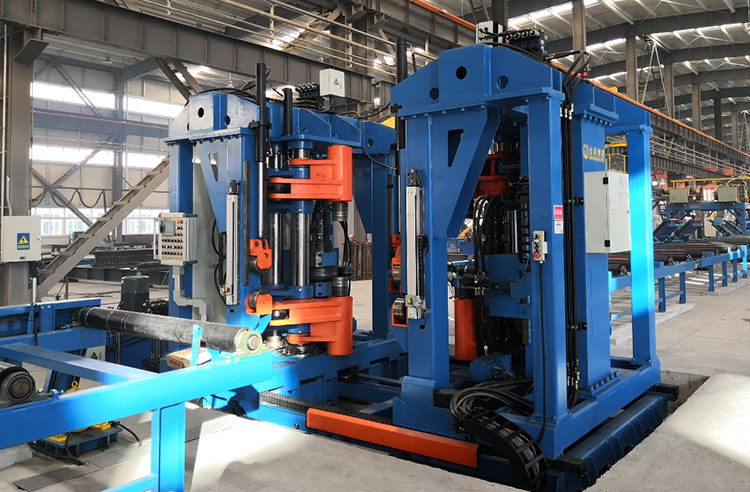
เครื่องประกอบลำแสง H แนวนอน

2-พื้นที่เชื่อม
รวมถึง:
WHM36 เครื่องเชื่อม H-Beam Automatic SAW ที่ติดตั้งหัวเชื่อมอาร์คใต้น้ำ 4 หัว (รองรับเทคโนโลยีการเชื่อมอาร์คเดี่ยวหรือการเชื่อมอาร์คควบคู่)

อุปกรณ์ประกอบด้วยสองส่วน: เครื่องเชื่อมโครงสำหรับตั้งสิ่งของหลักและตัวกำหนดตำแหน่งการเชื่อมแบบหลายตำแหน่ง ตามลักษณะการเชื่อมของ H-beam และลักษณะกระบวนการของการเชื่อมอาร์คใต้น้ำแบบตีคู่ เราออกแบบโหมดการเชื่อมสองโหมดสำหรับอุปกรณ์นี้ ซึ่งเป็นการออกแบบที่พิเศษที่สุด: "สองแขนในการเชื่อมแบบแนวราบ" หรือ "แบบแขนเดียวในการเชื่อมแบบแนวนอน" จุดประสงค์ของการออกแบบนี้คือให้เครื่องสามารถเลือกโหมดการเชื่อมที่เหมาะสมที่สุดโดยอัตโนมัติ เพื่อให้เกิดการเชื่อมอย่างรวดเร็วบนเอชบีม ตามความหนาที่แตกต่างกันของใยของเอชบีม และโต๊ะเชื่อมแบบหลายตำแหน่งกำลังทำงานกับความต้องการของเทคโนโลยี / โหมดการเชื่อมเพื่อพลิก H-beam ในมุมที่ต้องการที่แตกต่างกัน ดังนั้นเพื่อให้ได้ประสิทธิภาพการเจาะและรอยเชื่อมที่ดีที่สุด นอกเหนือจากโต๊ะเชื่อมแบบหลายตำแหน่งแล้ว ยังมีตัวพลิกคาน 180 องศาที่ทำงานระหว่างโต๊ะเชื่อมและโต๊ะลูกกลิ้ง ตัวพลิกนี้จะช่วยให้ตระหนักถึงการป้อนอัตโนมัติของลำแสง H และการส่งออกและการพลิกกลับอัตโนมัติสำหรับการเชื่อมบนหมายเลขตะเข็บเชื่อมที่แตกต่างกัน

การเชื่อมในแนวนอน = การเชื่อมแบบแนวราบ
หรือ:
WHM36 เครื่องเชื่อม H-Beam Automatic SAW ที่ติดตั้งหัวเชื่อมอาร์คใต้น้ำ 2 หัว (รองรับเทคโนโลยีการเชื่อมอาร์คเดี่ยวหรือการเชื่อมอาร์คควบคู่)

WHM36 เครื่องเชื่อม H-Beam Automatic SAW
การเชื่อมในตำแหน่งเอียง = การเชื่อมเนื้อด้วยมือลง
ในการทำงานกับเครื่องเชื่อม SAW แต่ละเครื่อง จะมีเครื่องเชื่อมตำแหน่ง CNC 2 ชุดสำหรับแต่ละเครื่องเพื่อหมุนลำแสง H ในแนวนอนหรือ 55 องศาเพื่อให้แน่ใจว่ามีคุณภาพการเชื่อมที่ดี

เครื่องเชื่อมตำแหน่ง CNC

ในพื้นที่เชื่อมมีคานพลิกคว่ำคานที่ 90 องศาหรือ 180 องศาเพื่อวัตถุประสงค์ในการเชื่อมที่แตกต่างกัน

Beam flipper เพื่อคว่ำ H beam
ผังการทำงานของครีบคาน:
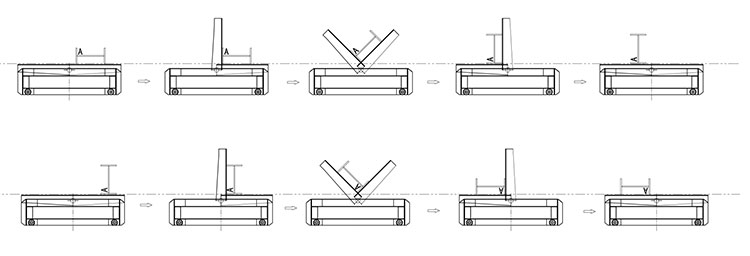
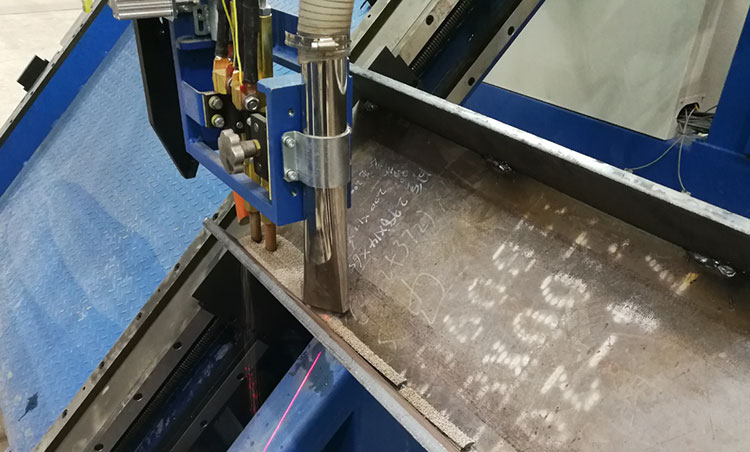
3-Straighting พื้นที่ ประกอบด้วย:
บีมฟลิปเปอร์หนึ่งชุดเพื่อคว่ำคาน H จากตำแหน่ง âHâ ไปยังตำแหน่ง âIâ สำหรับการยืดที่หน้าแปลนของคานโดยเครื่องยืดถัดไป
เครื่องยืดหน้าแปลน H beam หนึ่งเครื่อง - สำหรับการยืดหน้าแปลนของ H beam ลำแสง H หนึ่งอันมี 2 หน้าแปลน หน้าแปลนทั้งสองจำเป็นต้องยืดให้ตรง แต่เครื่องสามารถยืดหน้าแปลนเดียวได้เพียงครั้งเดียว ดังนั้นหลังจากยืดหน้าแปลนเสร็จ 1 อันแล้ว ตัวพลิกคานจะคว่ำคาน 180 องศา เพื่อให้หน้าแปลนที่ต้องการยืดอยู่ด้านล่าง
เครื่องยืดแนวนอน CNC

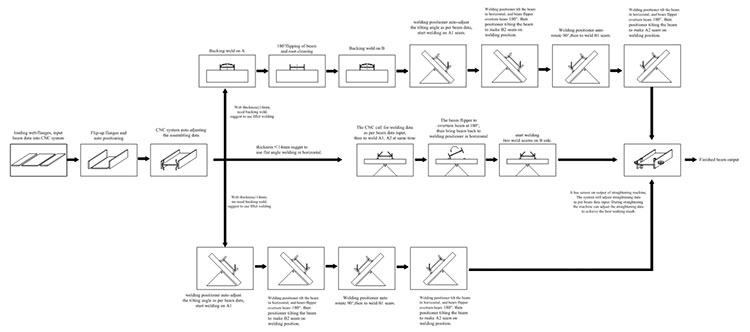
วิธีการผลิตคาน H/I เชื่อมจากแผ่นเหล็ก?
ต่อไปนี้คือแผนภูมิขั้นตอนการผลิตสำหรับการผลิตจากแผ่นจนถึงคาน H และการตรวจสอบขั้นสุดท้าย
แผนภูมิการไหลของการผลิต
แนวเชื่อมเอชบีมที่ติดตั้งในโรงงาน Usersâ
แท็กยอดนิยม: เส้นเชื่อม CNC H Beam, จีน, ผู้ผลิต, ผู้จัดจำหน่าย, ขายส่ง, โรงงาน, กำหนดเอง, ผลิตในประเทศจีน, ราคา, คุณภาพ, ECA
หมวดหมู่ที่เกี่ยวข้อง
ส่งคำถาม
โปรดส่งคำถามของคุณในแบบฟอร์มด้านล่าง เราจะตอบกลับคุณภายใน 24 ชั่วโมง








X
เราใช้คุกกี้เพื่อมอบประสบการณ์การท่องเว็บที่ดีขึ้น วิเคราะห์การเข้าชมไซต์ และปรับแต่งเนื้อหาในแบบของคุณ การใช้ไซต์นี้แสดงว่าคุณยอมรับการใช้คุกกี้ของเรา
นโยบายความเป็นส่วนตัว