 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик









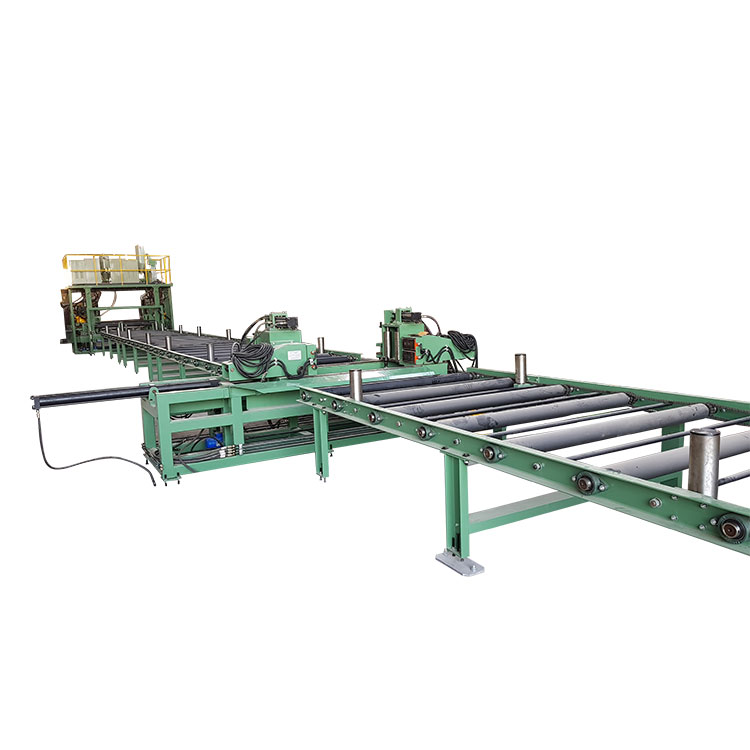


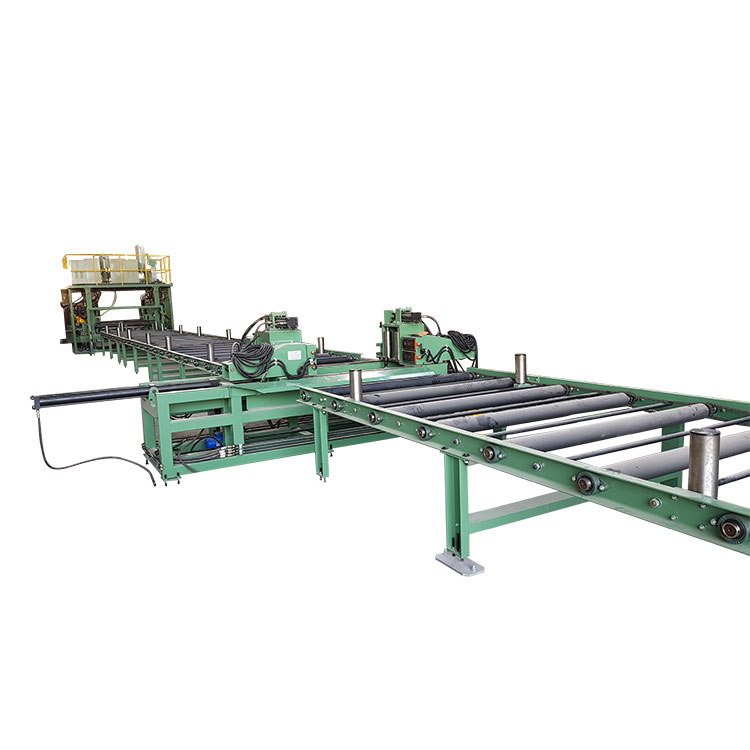
เส้นเชื่อม H Beam แนวนอน
HW15 สายเชื่อมแนวนอน H ลำแสงเป็นสายการผลิตลำแสง H ประสิทธิภาพสูงรวมกับอุปกรณ์และเครื่องมือต่าง ๆ ซึ่งผลิตโดย JINFENG WELDCUT ซึ่งเป็นผู้ผลิตและจำหน่ายสายเชื่อม H ลำแสงแนวนอน HW ระดับมืออาชีพของจีนในราคาที่เหมาะสม เส้นเชื่อม HW แนวนอน H คานให้ความปลอดภัยมากขึ้นและประสิทธิภาพสูงสำหรับการผลิตลำแสง H หรือ T
ส่งคำถาม
ดาวน์โหลด PDF
รายละเอียดสินค้า
ฮเส้นเชื่อมแนวนอน H Beam
HW15เส้นเชื่อมแนวนอน H Beamเป็นสายการผลิตลำแสง H ประสิทธิภาพสูงรวมกับอุปกรณ์และเครื่องมือต่าง ๆ ซึ่งผลิตโดย JINFENG WELDCUT ซึ่งเป็นผู้ผลิตและซัพพลายเออร์ HW ระดับมืออาชีพของจีนเส้นเชื่อมแนวนอน H Beamด้วยราคาที่จับต้องได้ ฮเส้นเชื่อมแนวนอน H Beamให้ความปลอดภัยและประสิทธิภาพสูงสำหรับการผลิตบีม H หรือ T บีม
JINFENG WELDCUT จะให้การรับประกัน 2 ปีสำหรับ HWเส้นเชื่อมแนวนอน H Beam. ส่วนประกอบไฟฟ้าหลักของการผลิตเอชบีมได้รับการคัดเลือกจากแบรนด์ที่มีชื่อเสียงระดับโลกซึ่งจะช่วยให้ผู้ใช้สามารถหาชิ้นส่วนในท้องถิ่นได้สะดวกยิ่งขึ้นโดยไม่ต้องเดินทางไกลจากประเทศจีน ฮเส้นเชื่อมแนวนอน H Beamเป็นสายการผลิตอัตโนมัติที่ทันสมัยที่สุดเพื่อเพิ่มผลผลิตสำหรับผู้ใช้ปลายทางจากอุตสาหกรรมต่างๆ
ข้อมูลจำเพาะ
|
แบบอย่าง |
HW3015 |
HW2015 |
|
|
ความสูงของราง H-beam |
300-1500มม |
200-1500มม |
|
|
ความหนาของเว็บ |
5-14mm |
5-14mm |
|
|
ความกว้างของหน้าแปลน H-beam |
150-500มม |
150-500มม |
|
|
ความหนาของหน้าแปลน |
6-25มม |
6-25มม |
|
|
มุม Tapper ของลำแสง |
สูงสุด 15° |
สูงสุด 8° |
|
|
ความยาวลำแสง H |
5000-15000มม |
|
|
|
ประเภทการเชื่อม |
เชื่อมด้วยตะปูล่วงหน้าด้วย CO2/MAG ด้วยมือ |
||
|
การเชื่อมแบบเต็มด้วย SAW (การเชื่อมอาร์กใต้น้ำ) |
|||
|
ตำแหน่งประกอบลำแสง H |
แนวนอน |
||
|
เครื่องประกอบเอชบีม |
1 ชุดพร้อมโต๊ะลูกกลิ้งเข้าและออกสำหรับการเชื่อมก่อนการเชื่อม |
||
|
เครื่องเชื่อมแบบดึงผ่านเอชบีม |
1 ชุด, เครื่องหน้าพร้อมโต๊ะลูกกลิ้งออก, สำหรับการเชื่อมแบบเต็ม |
||
|
1 ชุด, เครื่องด้านหลังพร้อมโต๊ะลูกกลิ้งป้อนและส่งออก, สำหรับการเชื่อมแบบเต็ม |
|||
|
เครื่องคว่ำคานชนิดโซ่ H |
1 ชุด รับน้ำหนักได้สูงสุด 4 ตัน |
||
คุณลักษณะและแอปพลิเคชัน
1. ฮเส้นเชื่อมแนวนอน H Beamเป็นสายการผลิตระบบอัตโนมัติระดับสูงเพื่อผลิตคาน I และ H ที่มีการเชื่อมโดยใช้คนงานน้อยลงและเครนน้อยลง
2. ประสิทธิภาพการผลิตสูงสำหรับคานเชื่อมน้ำหนักเบา
3. การเชื่อมหนึ่งครั้งบน 2 ตะเข็บเชื่อมในเวลาเดียวกัน
4. ต้องการแบบพลิกคว่ำ 180 องศา เพียงแบบเดียว
5. ฮเส้นเชื่อมแนวนอน H Beamมีการใช้กันอย่างแพร่หลายในการก่อสร้างเหล็กและโครงสร้างเหล็กสำหรับผลิต H beam เพื่อทำเวิร์คช็อป, โกดัง, เวิร์คช็อปในโรงงาน ฯลฯ
5. การออกแบบที่ยืดหยุ่นของอุปกรณ์เชื่อมช่วยให้สามารถรองรับแหล่งพลังงานเชื่อมได้ทุกยี่ห้อ
6. มีใบรับรอง CE, ECA
มุมมองโครงสร้าง

รายการโมดูลอุปกรณ์ที่ใช้ใน HWเส้นเชื่อมแนวนอน H Beam
พื้นที่ประกอบ 1 ประกอบด้วย:
เครื่องประกอบคาน H แนวนอนหนึ่งเครื่องพร้อมโต๊ะลูกกลิ้ง â ตัวหนีบ และประกอบแผ่นเพลท 3 ชิ้น (ใย 1 ชิ้นและหน้าแปลน 2 ชิ้น) ในตำแหน่ง H และทำให้ใยอยู่ในตำแหน่งกึ่งกลางของหน้าแปลน 2 ชิ้น จากนั้นผู้ปฏิบัติงานสามารถใช้เครื่องเชื่อม CO2/MAG ทำการเชื่อมจุดเชื่อมหัวแผ่นทั้ง 3 แผ่นที่ความยาวประมาณ 300 มม. ด้วยมือ จากนั้นเปิดแคลมป์และแผ่น 3 ชิ้นที่มีหัวเชื่อมเป็นรูปตัว H และเคลื่อนย้ายบนโต๊ะลูกกลิ้งไปยังสถานีเชื่อมถัดไป

การประกอบคาน H ในแนวนอน
2-พื้นที่เชื่อม #1 ประกอบด้วย:
เครื่องเชื่อมแบบดึงผ่านหนึ่งชุด พร้อมชุดรางและหน้าแปลน 1 ชุด สำหรับยึดรางในตำแหน่งกึ่งกลางของหน้าแปลน 2 ชุด
เครื่องจักรที่นี่ใช้เทคโนโลยีการเชื่อมลวดคู่สำหรับการเชื่อมเต็มรูปแบบด้วยเทคโนโลยีการเชื่อมอาร์กใต้น้ำ

คานเชื่อม H ในแนวนอน

การพลิกกลับลำแสง 3-H รวมถึง:
หลังจากเชื่อมเต็มด้านบนของคาน H แล้ว คาน H จะถูกย้ายออกจากเครื่องดึงด้านหน้าผ่านเครื่องเชื่อม H beam และย้ายไปยังพื้นที่สำหรับการพลิกคว่ำ
อุปกรณ์พลิกคว่ำเป็นโครงพร้อมเครื่องมือยกพร้อมโซ่ โซ่จะยกคาน H ขึ้นและทำงานเพื่อให้โซ่เคลื่อนที่ จึงทำให้คาน H พลิกคว่ำ 180 องศาเพื่อให้ด้านล่างที่ต้องการเชื่อมหงายขึ้น

อุปกรณ์พลิกคว่ำ

4-พื้นที่เชื่อม #2 ประกอบด้วย:
เครื่องเชื่อมแบบดึงผ่านในบริเวณนี้ใช้สำหรับเชื่อมเอชบีมที่มีการเชื่อม 1 ด้านบน #1 เครื่องเชื่อมแบบดึงผ่าน


5- พื้นที่ยืดผม
เป็นเครื่องเสริมสำหรับแนวเชื่อมแนวนอน H beam ผู้ใช้สามารถเลือกเพิ่มชุดยืดหน้าแปลนเอชบีมเชิงกลหนึ่งชุดหลังแนวเชื่อม เพื่อปรับหน้าแปลนเอชบีมให้ตรงหลังการเชื่อม

เครื่องยืดผม
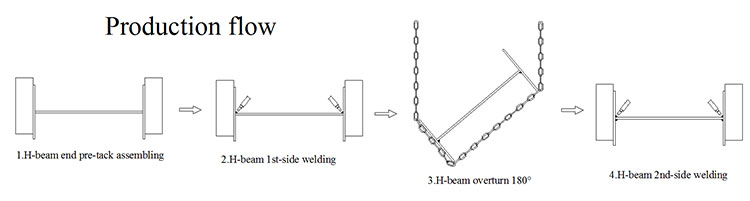
วิธีการสร้างคานเชื่อม H/I ในแนวนอน?
ต่อไปนี้เป็นแผนภูมิขั้นตอนการผลิตสำหรับการผลิตคาน H แบบเชื่อมในตำแหน่งแนวนอน
แผนภูมิการไหลของการผลิต
แนวเชื่อมเอชบีมที่ติดตั้งในโรงงาน Usersâ
แท็กยอดนิยม: เส้นเชื่อมแนวนอน H Beam, จีน, ผู้ผลิต, ผู้จำหน่าย, ขายส่ง, โรงงาน, กำหนดเอง, ผลิตในประเทศจีน, ราคา, คุณภาพ, ECA
หมวดหมู่ที่เกี่ยวข้อง
ส่งคำถาม
โปรดส่งคำถามของคุณในแบบฟอร์มด้านล่าง เราจะตอบกลับคุณภายใน 24 ชั่วโมง








X
เราใช้คุกกี้เพื่อมอบประสบการณ์การท่องเว็บที่ดีขึ้น วิเคราะห์การเข้าชมไซต์ และปรับแต่งเนื้อหาในแบบของคุณ การใช้ไซต์นี้แสดงว่าคุณยอมรับการใช้คุกกี้ของเรา
นโยบายความเป็นส่วนตัว